


S.A.M. Holding s.r.o.
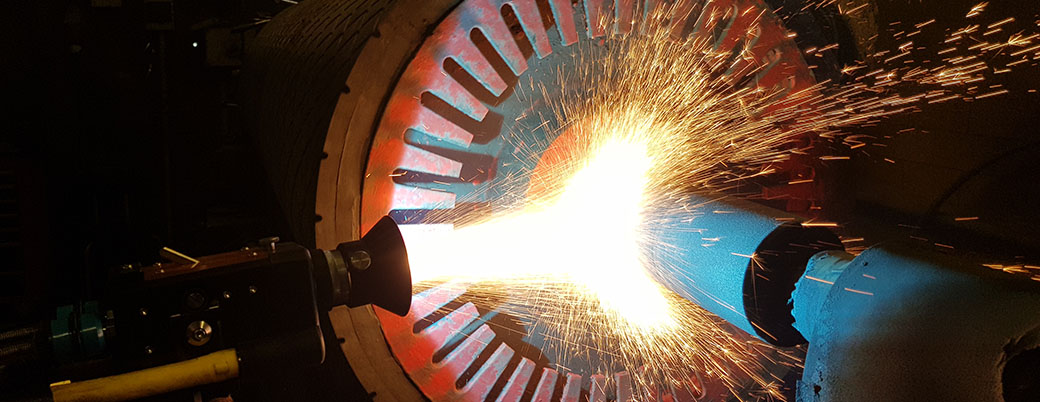
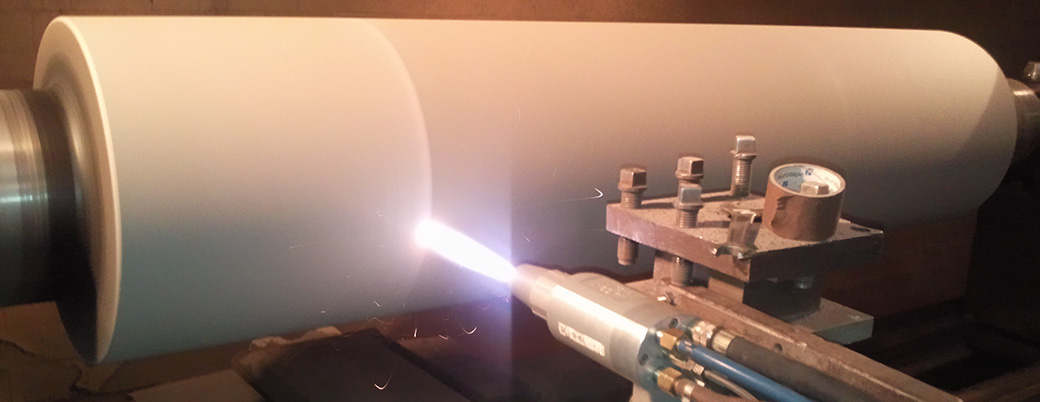
Společnost S.A.M. Holding s.r.o., Miletín se zabývá výrobou a renovací povrchů pomocí plazmových a žárových nástřiků.
Naší nespornou výhodou je i to, že máme zřízeno obráběcí centrum. Povrchy obrábíme soustružením, leštěním a broušením a to až do délky 4,5 m. !
Kromě výrobní činnosti se naše firma podílí ve spolupráci s Technologickou agenturou České republiky na projektu TEO1020390 - Centrum vývoje moderních kovových biomateriálů pro lékařské implantáty.
Společnost je držitelem certifikátu ISO 9001 a ISO 14001.